Fixturhärten / Kalibrierhärten
Beim Härten dünnwandiger, ringförmiger Bauteile wie Synchronringe, Schiebemuffen oder Lagerringen stellt sich beim Härteprozess in der Regel technisch-physikalisch bedingt ein größerer Verzug ein:
- Verzug in der Rundheit Richtung Oval
- Verzug in der Ebenheit (vergleichbar “Achter” beim Fahrradreifen)
- Maßänderung im Innen- / Außendurchmesser
- Verzug durch Einfallen einer Flanke führt zu Konzentrizität der Bohrung
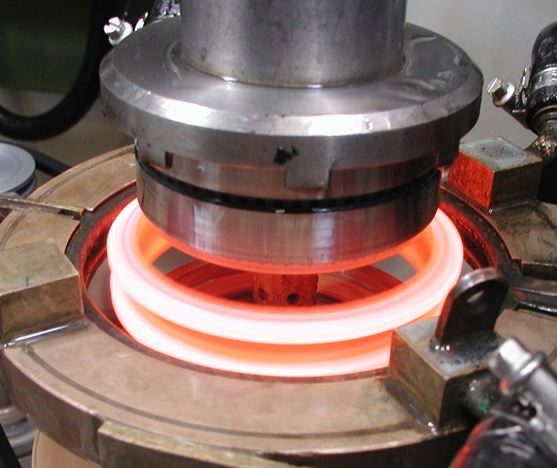
Die Tendenz zu starkem Verzug kann durch den Einsatz einer Fixturhärtung oder Kalibrierhärtung unterbunden werden. Hierbei wird nach dem Austenitisieren des ringförmigen Werkstücks ein Kalbrierdorn in die Bohrung eingeführt und nachfolgend das Abschrecken durchgeführt. Bei der Abkühlung schrumpft der Ring auf den Kalibrierdorn auf, wodurch die Verzüge auf ein Minimum reduziert werden. Zum Abziehen vom Dorn wird der nochmals auf ca. 100–200 °C erwärmt.
INDUCTOHEAT Europe hat für das induktive Kalibrierhärten Anlagenkonzepte entwickelt, die in der Automobilindustrie langjährig und zuverlässig im Einsatz sind.