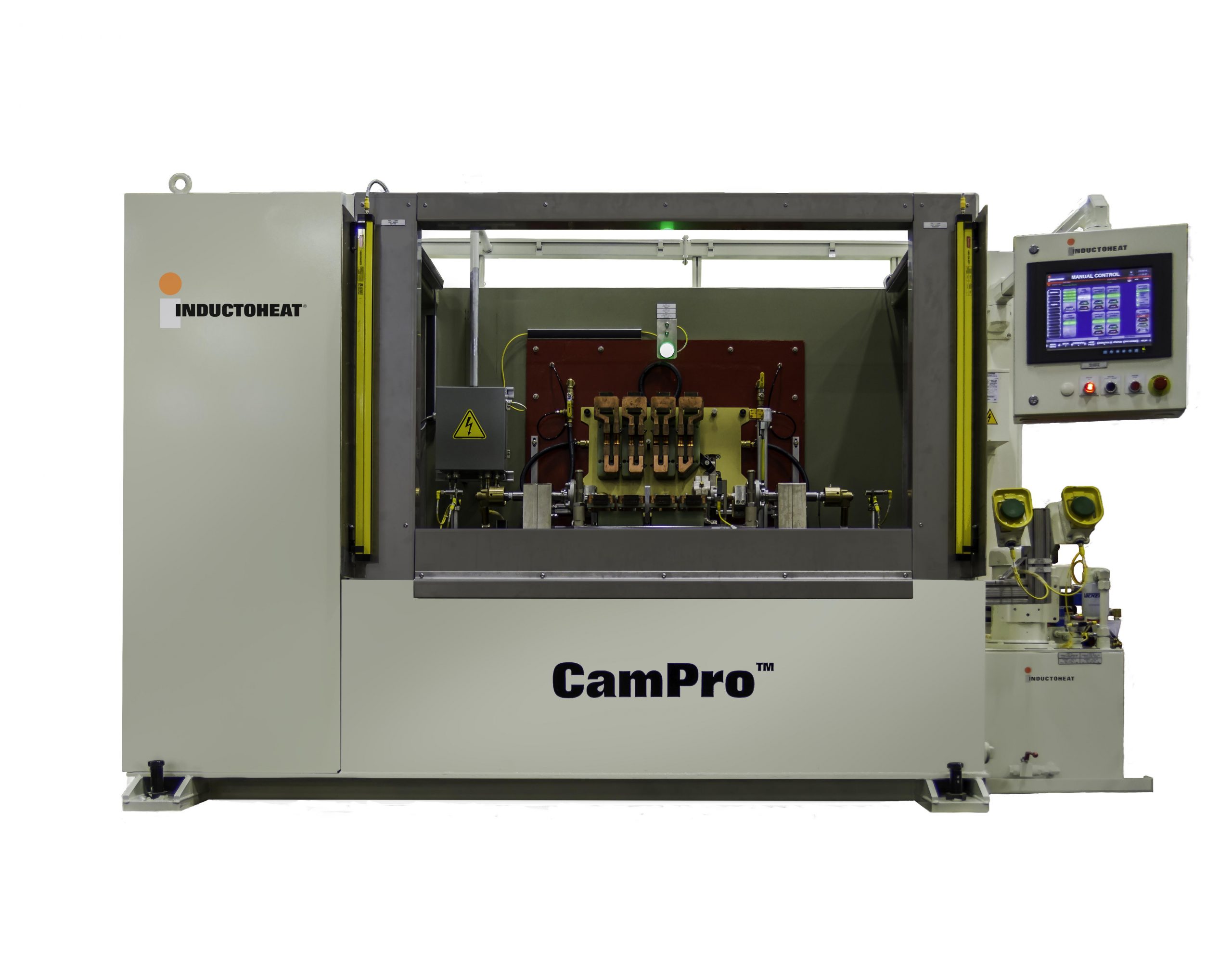
CamPro

Die Kurbelwellen-Härteanlage
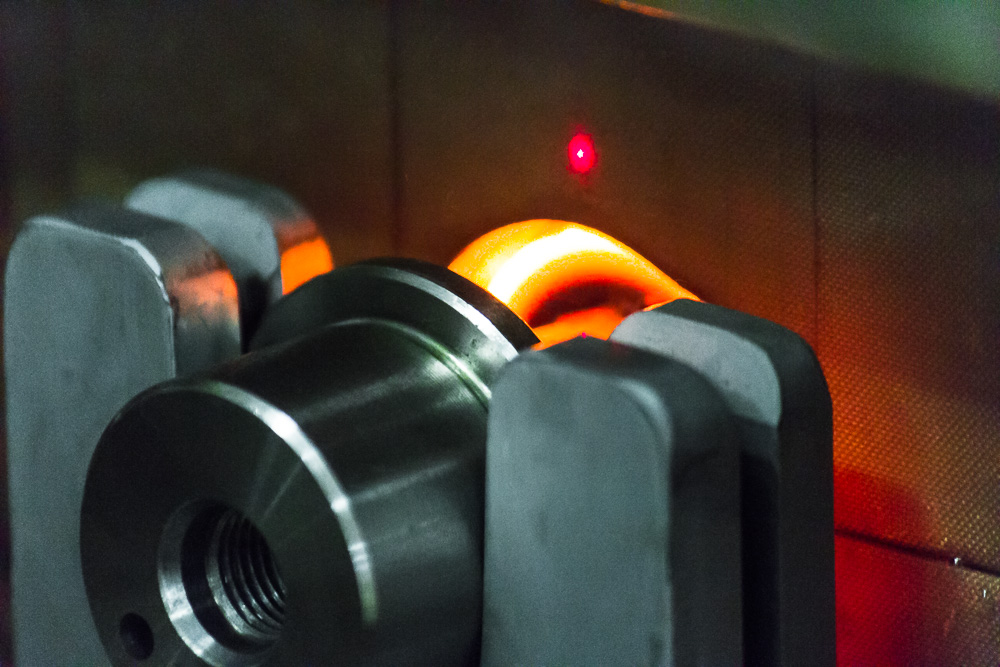
Die CrankPro-Induktionserwärmungsanlagen verwenden die patentierte Härtetechnologie SHarP-C (Stationärer Härteprozess für Kurbelwellen, engl. Stationary Hardening Process for Crankshafts): Während des Härtens der Fest- und Hublager ist keine Rotation der Kurbelwelle erforderlich. Dieser revolutionäre Ansatz ermöglicht eine schnellere Teileproduktion und liefert gleichzeitig eine höhere Härtequalität als bei der klassischen Rotations-Methode. Mit der SHarP-C-Härtetechnologie ergeben sich praktische, wirtschaftliche und technische Vorteile:
- Verlängerte Lebensdauer der Werkzeuge
- Drastisch reduzierte Wartungskosten
- Einfachere Bedienung und Prozessführung
- Verbesserte Wärmebehandlungsqualität und deutlich reduzierter Verzug
Merkmale
Gesteigerte Produktivität
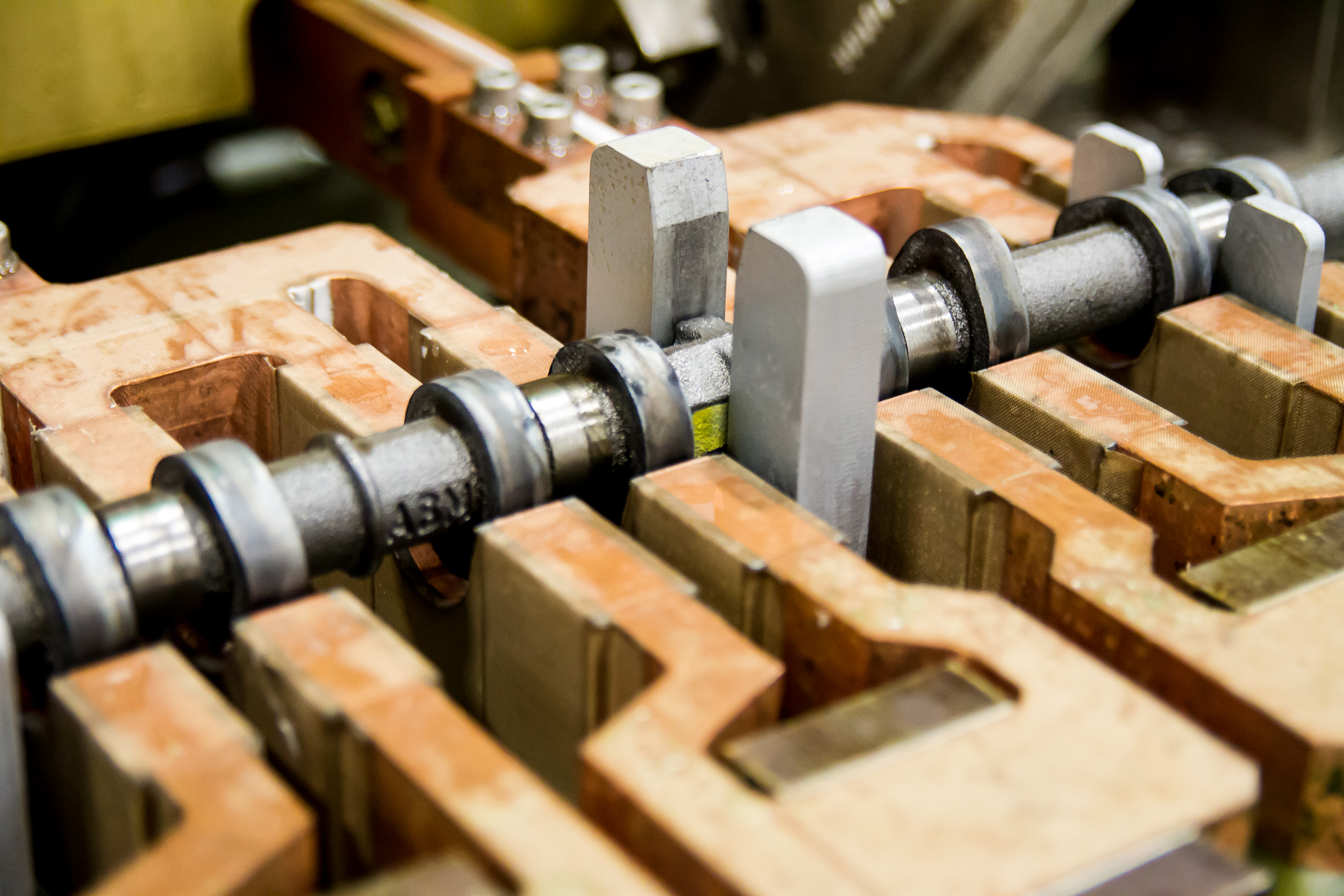
- Berührungsloses und stationäres Härteverfahren ohne Werkstückrotation
- Nur ein bewegliches Teil pro Station (Öffnen & Schließen des Induktors)
- Gesteigerter Durchsatz mit kurzen Aufheizzeiten von weniger als 4 Sekunden
- Ausbringung von bis zu 90 Teilen/Stunde
Verbesserte Qualität
- Robuste CNC-gefräste Induktoren – keine angetriebenen oder beweglichen Teile
- Der Verzug beträgt typischerweise weniger als 25 Mikrometer – nachfolgende Bearbeitungen können reduziert oder vereinfacht werden
- Optimierte Mikrostruktur des gehärteten Materials
Reduzierte Stillstandszeiten
- „Schnellwechsel“-Palette für raschen und komfortablen Spulenwechsel
- Verbesserte Standzeit der Werkzeuge
- Redundantes Doppel-Filtrationssystem des Abschreckmediums ermöglicht den Filtertausch bei laufender Anlage
- Modularer Aufbau ermöglicht schnelles Rüsten
Geringere Betriebskosten
- Erheblich reduzierte Betriebskosten im Vergleich zur induktiven Wärmebehandlung mit Rotation der Kurbelwelle
- Erheblich reduzierte Wartungskosten
- 50 % weniger Energieverbrauch im Vergleich zur Wärmebehandlung mit Rotation der Kurbelwelle
Technische Daten von realisierten Beispielanlagen
| Modell | 2 Stationen | 3 Stationen |
| Maschinenabmessungen | Breite 4826 mm Tiefe 2261 mm |
Breite 6731 mm Tiefe 2277 mm |
| Produktionskapazität | Bis zu 90 Teile pro Stunde (abhängig von der Geometrie der Kurbelwelle) | Bis zu 60 Teile pro Stunde
(abhängig von der Geometrie der Kurbelwelle) |
| Nennleistung | 150 kW, 300 kW oder 450 kW | |
| Induktionsfrequenz | 10 kHz – 30 kHz | |
| Werkstücktypen | Verschiedene Kurbelwellen mit Härtung der Hauptlager, Hublager und Lager von Radialwellendichringen | |
| Coil-Paletten | Zwei SHarP-C -Coil-Paletten | Drei SHarP-C -Coil-Paletten |
| Steuerung | Standard-Siemens-SPS (andere Steuerungsoptionen verfügbar) | |
Optionales Zubehör
- Portal-Handling oder robotergestütztes Materialtransportsystem
- System zur Lagerung von Werkzeugen
- Parameterdokumentation zur Prozessverfolgung
- Dezentrale Absaugung mit Emulsionsnebel-Abscheider
- Automatisches Konzentrationsüberwachung der Abschreckemulsion
- Automatische Nachdosierung von entionisiertem Wasser